_V1.png?format=pjpeg&width=1600&quality=75&auto=webp)


Liquid Ring Pumps and Compressor Systems
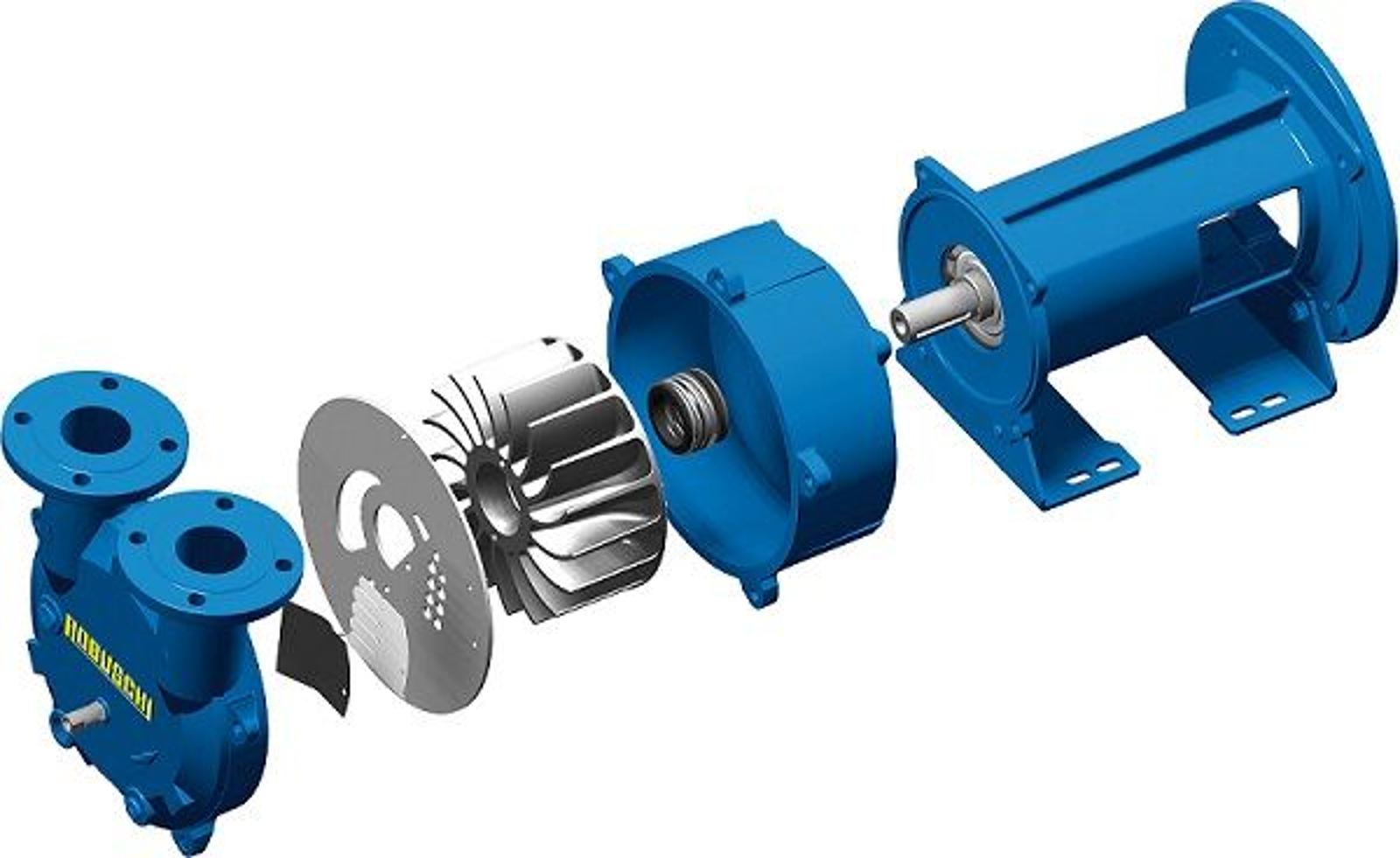
Robuschi's liquid ring vacuum pumps stand out for their robust construction features and proven operating principle. Furthermore, they ensure negligible water consumption, low noise levels, reduced vibrations, and minimal maintenance.
The range includes:
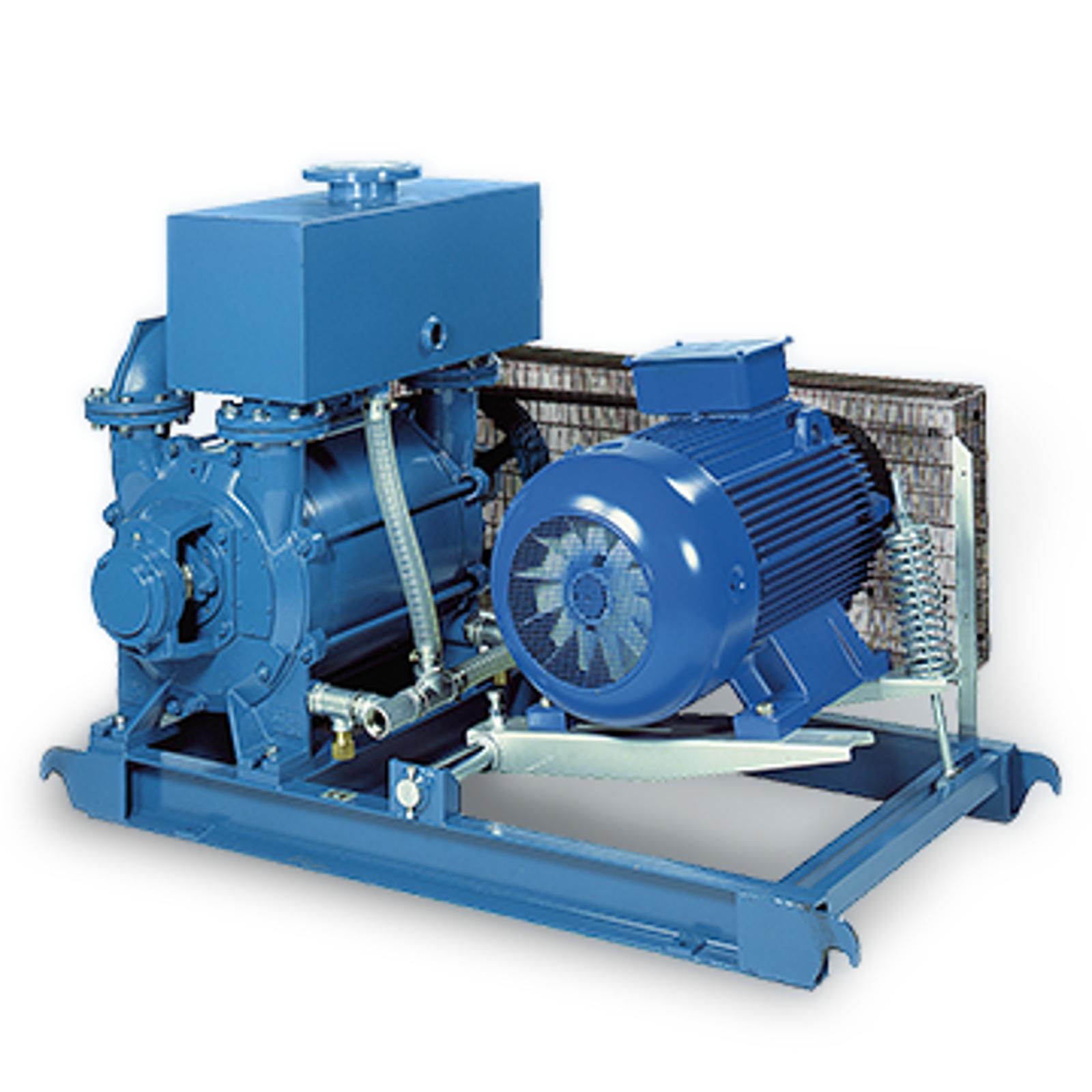
- CRVS vacuum pumps, compact systems, coupled with the electric motor with elastic joint transmission. The CRVS base has been specifically designed to ensure high rigidity and low vibrations.
- LRVS systems which are equipped with belt and pulley transmission, a patented oscillating motor suspension device, which helps to reduce the load on the pump and motor bearings, maintaining constant belt tension over time. The belt coupling allows for the selection of the vacuum pump at the optimal speed, thereby ensuring the correct flow rate needed for the system, without any waste of energy.
- KRVS units that are equipped with a separation tank for the partial recirculation of the service liquid and the related connection pipes (/P). In the total recirculation version (/T), the unitsare equipped with a heat exchanger.The separator tank also functions as a muffler for the pump's exhaust noise. The partial recirculation units (/P) are designed to recover a good portion of the operating liquid used to feed the pump. The complete KRVS units with total recirculation (/T) are especially suitable in the case of contaminated gases and/or liquids, with consequent disposal problems.
- L‑SVT / L‑SVG Systems – systems equipped with monoblock pump versions, offering compactness and efficiency.
In these cases, it is necessary to feed the pump in a closed circuit and cool the liquid through the heat exchanger. This prevents contact between the cooling fluid and the liquid itself. The complete units with Robuschi vacuum pumps are the optimal solution in numerous industrial processes, even in critical applications, such as the discharge of wet gases or vapors. They also ensure negligible water consumption, low noise levels, reduced vibrations, and minimal maintenance.
Whether using monoblock or lantern pumps, or complete systems such as CRVS, LRVS, KVRS, or L‑SVT/L‑SVG, Robuschi offers high‑efficiency, low‑maintenance, and environmentally conscious vacuum solutions for numerous industrial processes.